carbide copper alloy brazing rod
carbide copper alloy brazing rod
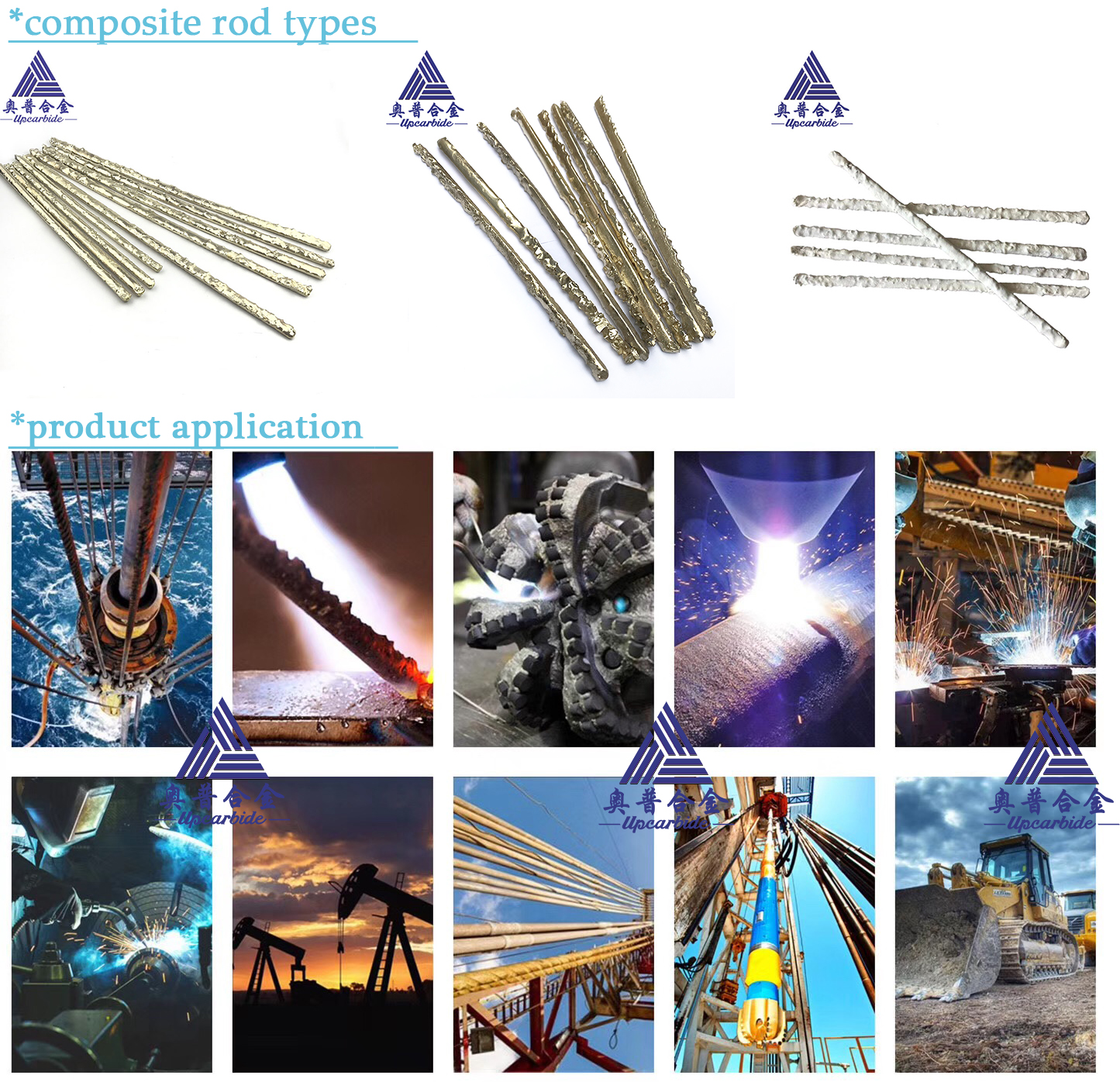
A.tungsten carbide composite rod it is made of by sintering tungsten carbide scrap and
elastic matrix alloy,Outer layer of the special flux and coloring is marking scrap grade,the
composition of sintering tungsten carbide scrap is mainly CO and WC,The hardness is HRA
89~91,tire body matal is Ni and copper alloy,strength can up to 690MPa, hardness HB≥160.
B. Production time 7 days
C.tungsten carbide composite rodusage:
it is mainly used for surfacing welding the oil, mining, coal mining, geology, construction and other
industries in some serious wear and tear or artifacts of both cutting.Such as: milling shoes, grinding,
centralizer, reamer, drill pipe joints, hydraulic cutter, scraper, plough planer knives, core bit, piling
drill, twist drill, etc.
D.tungsten carbide composite rod size and grade:
there are eight grades according the size of tungsten carbide scrap.
|
grade
|
size (mm)
|
scrap size (mm)
|
color
|
|
YD-9.5
|
9.5
|
9.5~6.5
|
dark green
|
|
YD-8
|
8.0
|
8.0~6.5
|
dark blue
|
|
YD-6.5
|
6.5
|
6.5~5.0
|
red
|
|
YD-5
|
5.0
|
5.0~3.0
|
yellow
|
|
YD-3
|
3.0
|
3.0~2.0
|
pink
|
|
YD-10mesh
|
10mesh
|
10~18mesh
|
light green
|
|
YD-18mesh
|
18mesh
|
18~30mesh
|
light green
|
|
YD-30mesh
|
30mesh
|
30~50mesh
|
light yellow
|
E. overlaying process of tungsten carbide composite rod,
The oxyacetylene butt, the operating process is as follows:
(1) clean up the workpiece, make the welding workpieces surface with metallic luster.
(2) the flat position of welding, therefore can use the appropriate clamping fixture for control of surfacing layer
thickness, thick piece of available.
(3) with a neutral flame preheating, flame core not contact surface, the distance to 25 mm is advisable.
(4) carbide surfacing welding layer.With YD type electrode surfacing, the use of neutral flame (can be slightly
carbonizing flame) tip is steady on the workpiece surface movement, the flame of the alloy electrode heating
(be careful not to make flame cone tip contact alloy particles), tire body in the electrode alloy melt, carbide particles
are also falling.Before the tire body of molten metal solidification, the particles arrange, can use left hand of the alloy
electrode fingers, or another person holding a base electrode or pull rod on graphite rod in a quick stir particles,
making them evenly aligned neatly.Surfacing layer thickness control according to the requirements of design.
(5) after the workpiece welding, where no ventilation, slow cooling, cannot quench, conditional usable asbestos blanket cover.
(6) the workpiece after cooling to room temperature, if necessary, grinding surface surfacing to required size and shape.
(7) clean up the workpiece, remove all splash, slag, etc.






 tungsten carbide needle
tungsten carbide needle
 tungsten carbide copper welding rod
tungsten carbide copper welding rod















