1. usually used in high cobalt and the coarse-grained alloy grades, such as the common YG15C, YG20C, YG25C like.
2. carbide wear resistance, toughness relationship between the two are contradictory: to improve the wear resistance will
lead to a decrease in toughness, and improve toughness and wear resistance inevitably lead Reduction. Therefore, the choice
of alloy grades, the need to work in accordance with the object and process conditions to meet specific requirements.
3. If the selected grades in use, prone to crack and damage early, should use a higher grade toughness; if the choice of brands
easily in use Produce early wear and damage, should use high hardness, wear resistance and better grades.
4. The following grades: YG15C, YG18C, YG20C, YG22C, YG25C from left to right, lower hardness, abrasion resistance is lowered,
tough Improved; on the contrary, the opposite.
tungsten carbide die 's Grades and the materials,
| Grade |
Density |
T.R.S |
Hardness |
Application |
| (g/cm3) |
(MPa) |
(HRA) |
| YG16C |
13.95 |
≥2640 |
≥84 |
Dies for wear resistance or impact resistant application. |
| YG20C |
13.8 |
≥2800 |
≥84 |
Dies for wear resistance or impact resistant application. |
| YG20.5C |
13.7 |
≥2900 |
≥83.5 |
Dies for wear resistance or impact resistance application. |
| YG21C |
13.6 |
≥3000 |
≥83 |
Nut forming dies and high impact resistance forging dies. |
| YG20 |
14 |
≥2600 |
≥85.5 |
For fabricating of stamping dies for watch parts, spring plates of musical
instruments, battery jars, small sized steel balls, screw caps.
|
| YN20C |
13.7 |
≥2700 |
≥83 |
Resistant or impact resistant application and hot-forging dies. |
| YN21C |
13.8 |
≥2700 |
≥84 |
Applicable for moulds of stainless steel screws and dies materials
of magnetic materials. |
| YN15C |
14 |
≥2500 |
≥86 |
Applicable for dies materials of general impact resistance forging
dies and
magnetic products
|
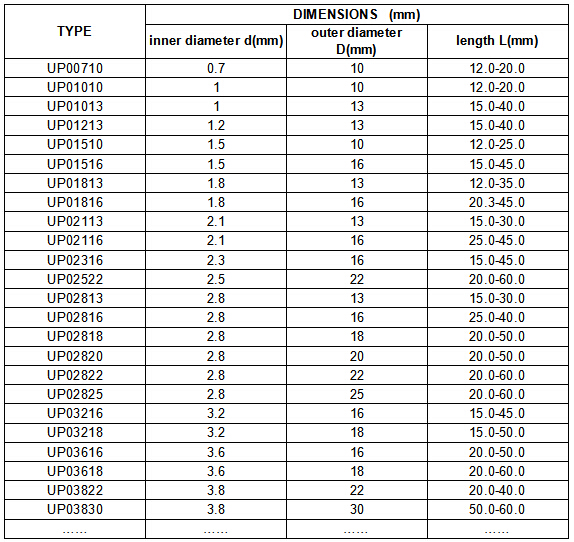
tungsten carbide die 's common sizes:
tungsten carbide die 's reuqest for machines,
tungsten cabride die during use should be noted: stamping machinery should be in good working condition; with the
base mold holder should have bumps and Tilt; working end face of the die and the punch should be balanced; when
adjusting device, not use air strike carbide punch die; cold heading When the molding or extrusion molding work
should preferably be appropriate lubricant.






 tungsten carbide needle
tungsten carbide needle